

Herstellung eines Anlaufrades für eine Standuhr

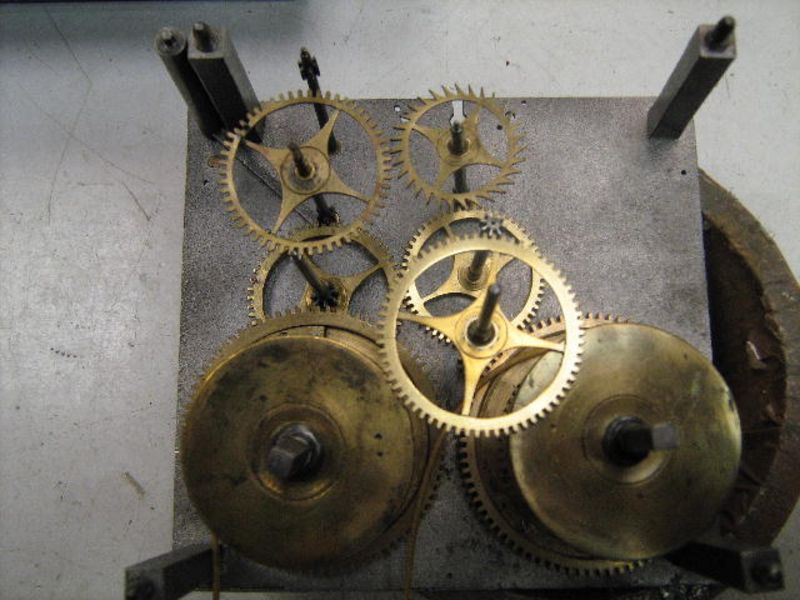
Das Werk hat 4 Pfeiler und 2 Vollplatinen 15x15cm aus Eisen, mit eingeschmiedeten Messinglagern.
Es hat ein Rechenschlagwerk mit Stundenschlag auf eine Glocke, ein Halbstundenschlag ist nicht vorgesehen.
Der Antrieb erfolgt klassisch über zwei Walzenräder mit Gewichten an loser Rolle, die auf Katzendarm laufen.
Als Hemmung ist der solide Massivankergang ausgeführt. Zusätzlich verfügt das Werk noch über eine Pendelverlängerung nach oben. Es ist auf dieser Verlängerung ein Stern oberhalb der "12" befestigt, er ragt aus dem Zifferblatt und wiegt im Pendelschlag hin und her...

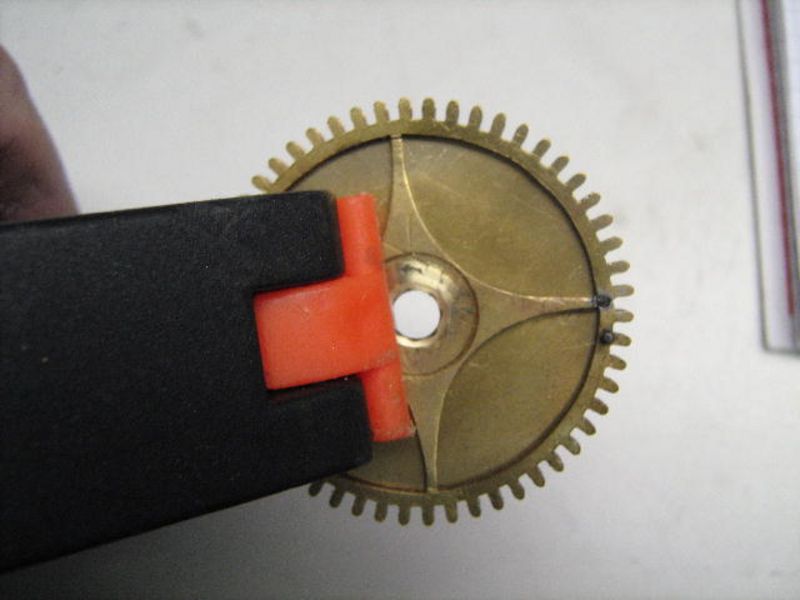
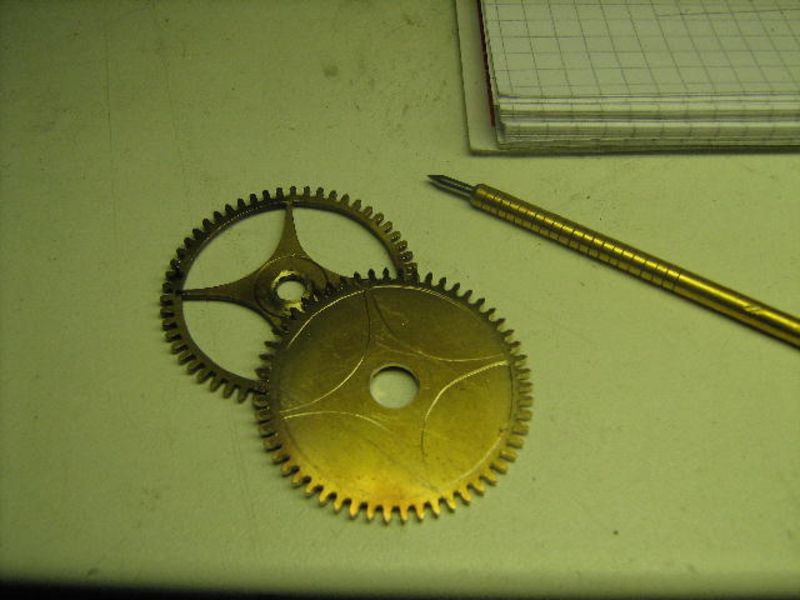
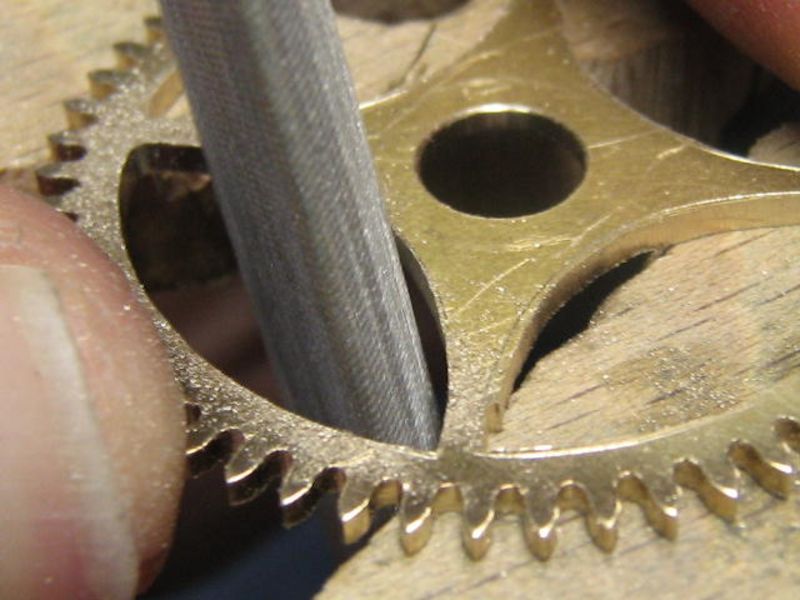
Das Anlaufrad ist gebrochen... Es muss vor längerer Zeit im Bereich der ursprünglichen Bohrung für den Anlaufstift gebrochen sein und ist dann mit Zinn gelötet worden... 2 Zähne weiter ist dann ein neuer Stift in den Radkranz gesetzt worden.
Wenn der Schlag der Uhr beendet wird, fängt ein Hebel vom Schlagwerk diesen Stift vom Anlaufrad ein und blockiert das weitere Laufen des Schlages.
Man kann sich leicht vorstellen, welche Kraft bei diesem Vorgang jeweils auf dieses Anlaufrad mit dem Stift einwirkt. Diese Lötung ist nun wieder gebrochen. Da im Bereich der Bruchstelle nur sehr wenig Material vorhanden ist, kann man durch nochmaligen löten der Bruchstelle keine dauerhafte Haldbarkeit erwarten.
Beim Löten mit Zinn haben sich auch eine Menge Flussmittel in die Poren des Materials abgesetzt. Dadurch ist ein haltbareres Hartlöten nicht mehr möglich.
Die einzige vernünftige und vor allem dauerhafte Lösung ist hier der Ersatz des Anlaufrades. Diese Arbeit möchten wir hier einmal vorstellen:
Für die einzelnen Arbeitsabschnitte ist jeweils eine Fotostrecke mit Erläuterungen eingestellt. Mit einem Doppelklicke auf das erste Bild wird die Strecke geöffnet, im obersten Drittel am Bildrand kann man vor/zurück klicken...
Viel Spaß!
Das Rad fräsen


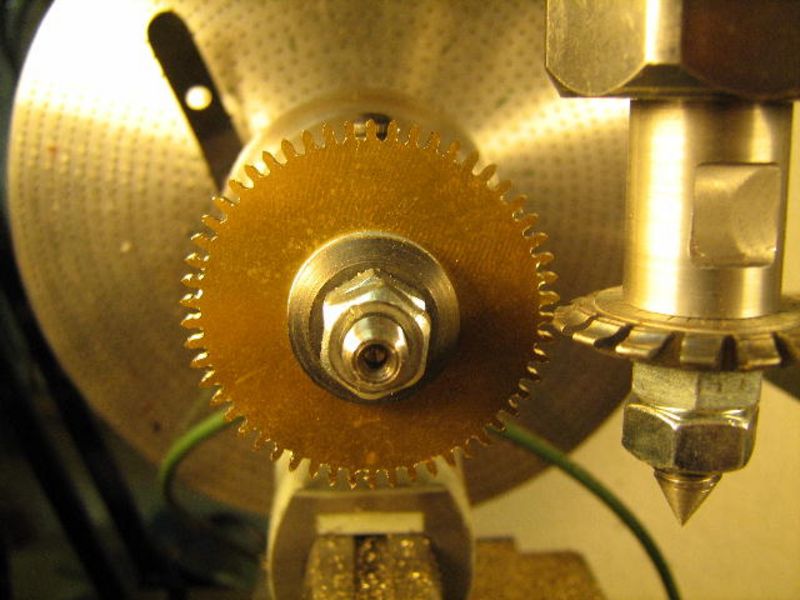

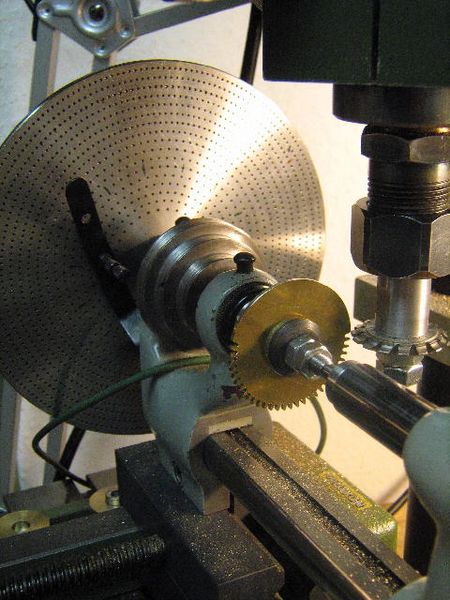

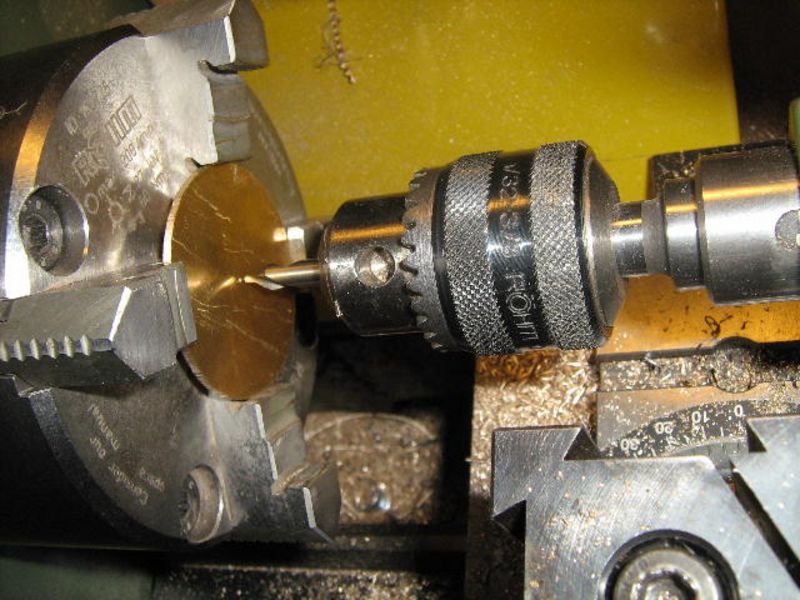



Eine neue Radscheibe ist hergestellt. Im nächsten Arbeitsschritt muss vorsichtig das alte Rad von der Welle entfernt werden...
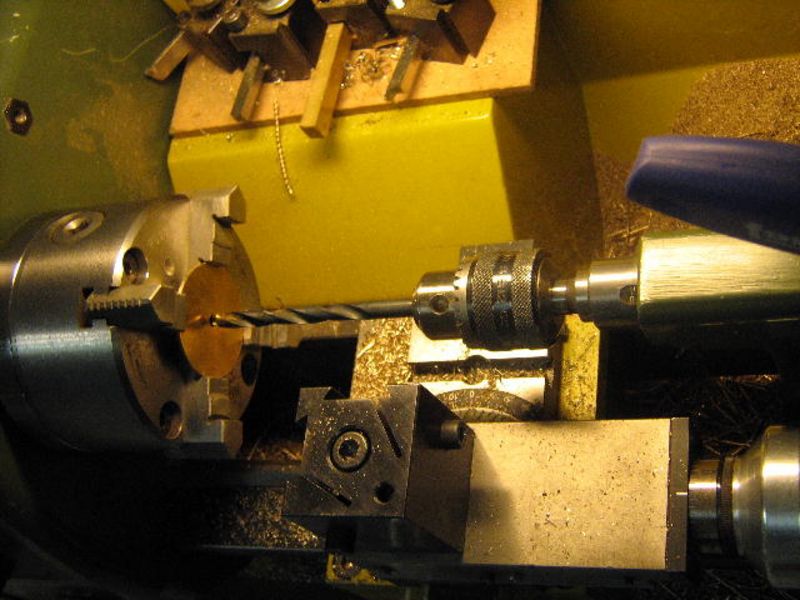
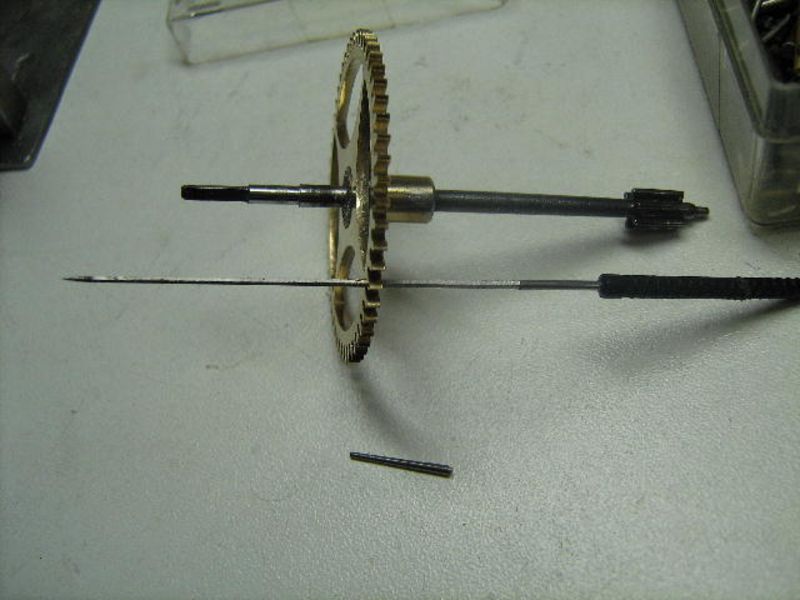
Das alte Rad von der Welle nehmen
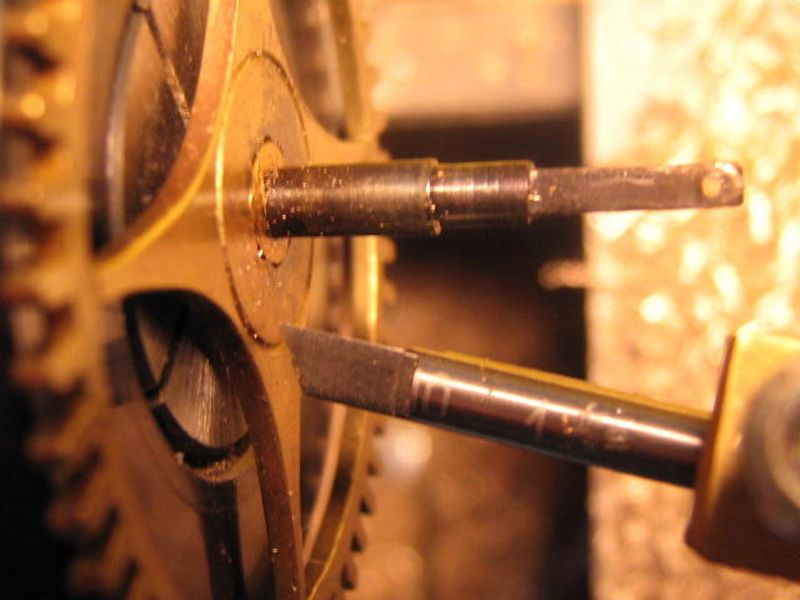


Jetzt muss der alte Butzen von der Welle geholt werden. Häufig ist der Butzen mit etwas Zinn auf die Welle aufgelötet, auch in unserem Fall ist deutlich Zinn am Butzen zu erkennen!
Der alte Butzen wir abgenommen


Vor Überraschungen ist man beim Restaurieren von alten Uhren nie sicher: Hier war die Welle gebrochen und ein pfiffiger Kollege hat den Butzen als "Schiene" benutzt... das war vorher nicht zu sehen!
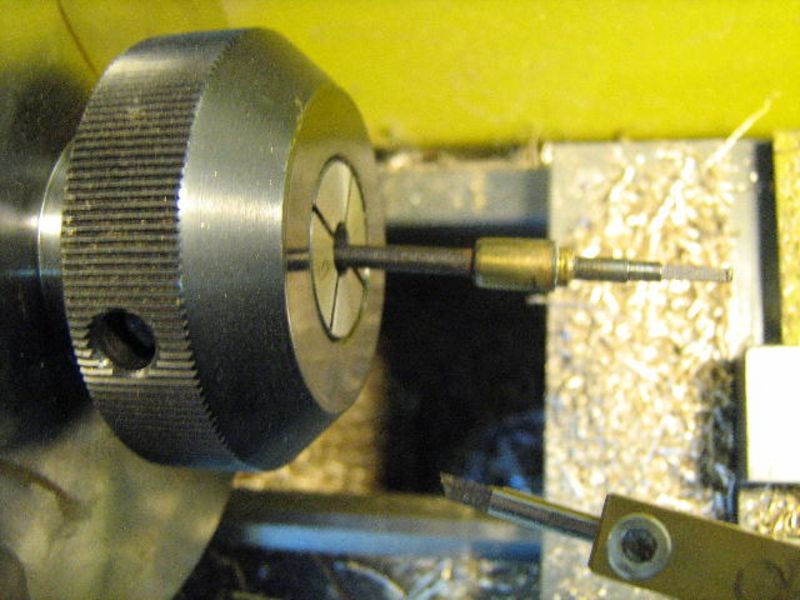
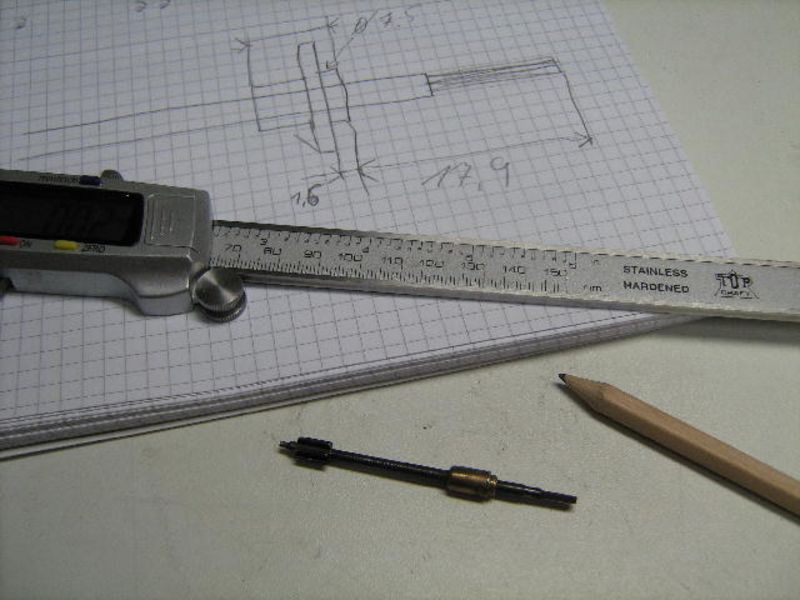
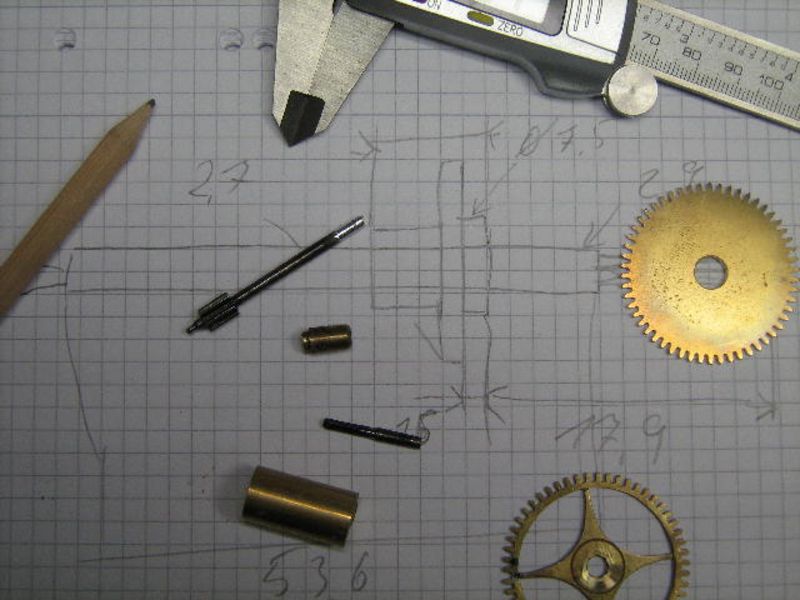
Ein neuer Butzen muss gedreht werden, die nötigen Maße werden ermittelt und eine kleine Skizze dazu gemacht....
Die Butzenherstellung





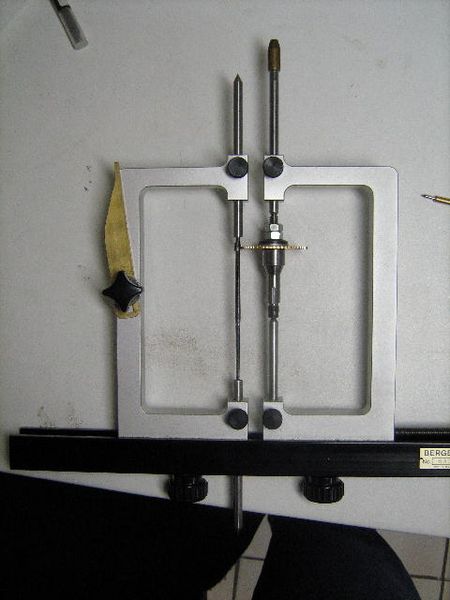
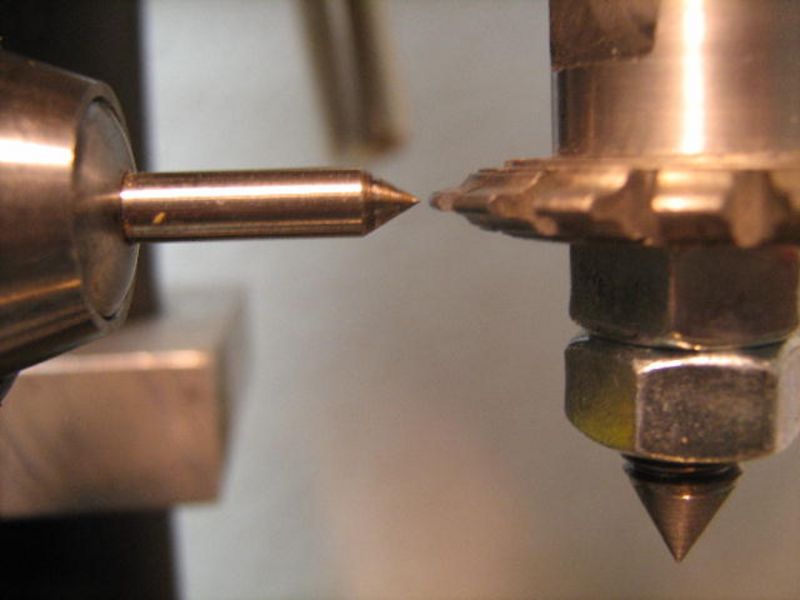
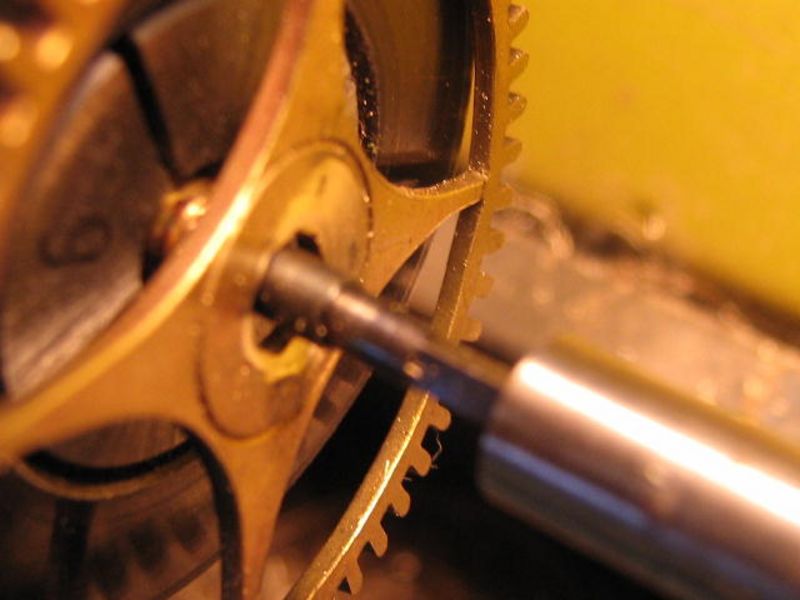
Nun müssen die Teile von der Welle wieder zentrisch zusammengebracht und das Rad rundgestellt werden...
Das Rundstellen des Rades








Jetzt ist die Welle mit dem Butzen wieder ganz und das Rad läuft "rund" (es schlägt nicht über die Höhe). Nun kann es weiter bearbeitet werden:
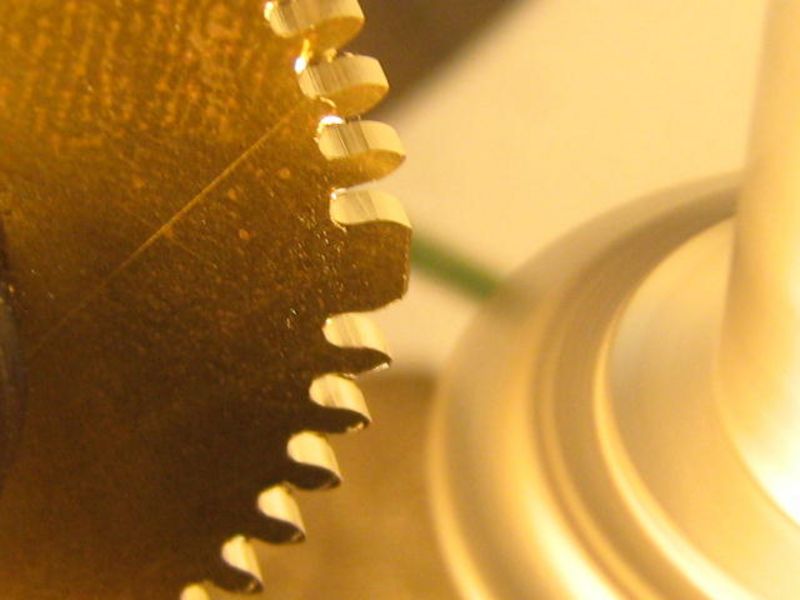
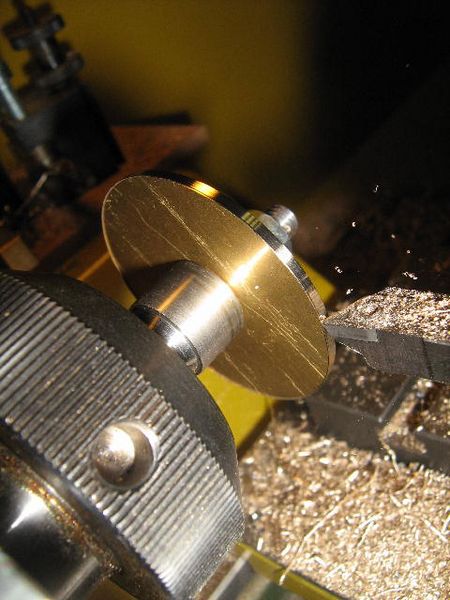
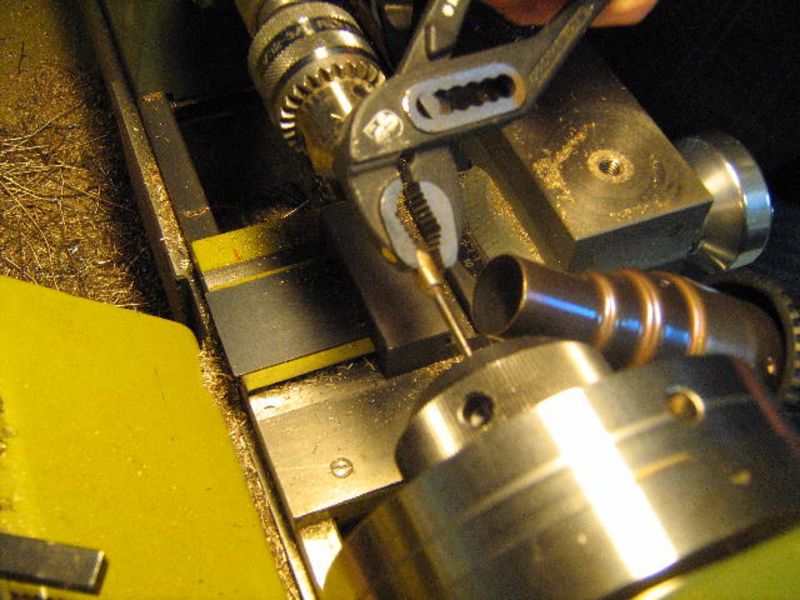
Die Radschenkelung





Es fehlt noch der Anlaufstift und dann kann das Rad auf dem Butzen genietet werden...
Endspurt





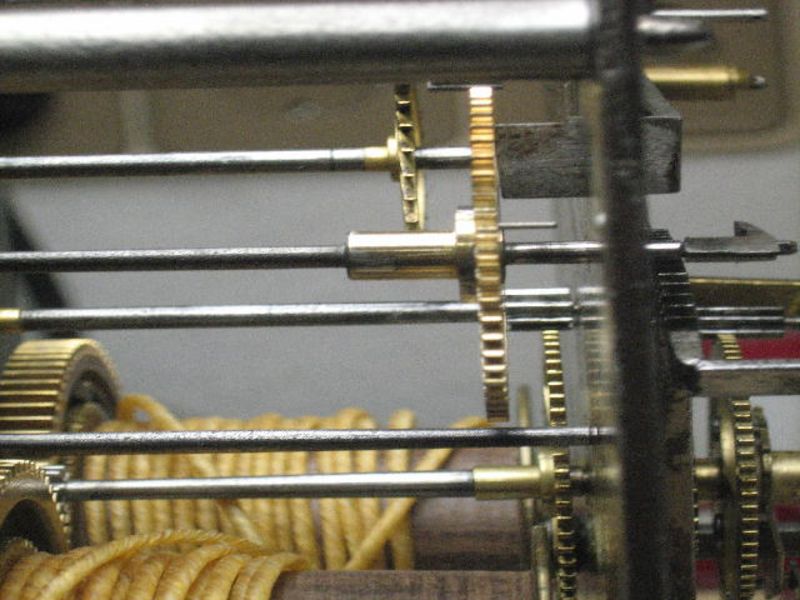
Es ist vollbracht! Das Werk wird mit dem neuen Anlaufrad montiert und das Zusammenspiel aller Teile neu eingestellt. Nach einigen Tagen Probelauf wird die Uhr in das Gehäuse eingebaut und beim Kunden wieder aufgestellt.
Öffnungszeiten
Montag,Dienstag,Donnerstag,Freitag
10:00-13:00 Uhr und 15:00-18:00 Uhr
Mittwochwoch ganztägig geschlossen
Samstag 10:00-13:00 Uhr
Termine nach Vereinbarung möglich!

Kontakt
Reinhold Flüthe
Münsterstraße 18
48291 Telgte
Telefon: +49 (0)2504 4631
E-Mail: info@fluethe.de